等离子活化聚合物表面的有效时间可以多长?
为了提高聚合物的粘合力,可以使用等离子体工艺对需求的产品进行表面处理。但是,所达到的持续性的效果取决于聚合物材料和油漆类型与之需要黏附的胶水类型及聚合物添加剂和环境条件。在此背景下,两家研究机构分析了在聚合物和油漆黏附前等离子体预处理的基本活化机理和影响长期稳定性的主要因素。
如今,聚合物材料或者喷涂过的材料相互混合组合在一起被广泛应用于许多领域 [1]。在这种情况下,粘合技术因可以大面积均匀地牵引并传递相互作用力同样被广泛使用,从而使连接结构在静态和动态下可以承载更大的作用力。
但许多高分子聚合物需要进行表面预处理来改善其粘合性能——首先最重要的是因为它们的表面能低,其次也因为生产过程中产生的污染 [2-4]。在这种情况下,根据应用的不同,需要使用不同的预处理工艺,例如研磨、喷砂(包括真空和 二氧化碳干冰清洁)以及水清洗和溶剂清洗等工艺 [3-8]。
尽管这些方法可以去除基材表面的污染物和氧化层,但它们几乎不会引起化学方面的改性。因此,许多表面能低的(非极性)聚合物需要进行所谓的活化预处理工艺,即在产品表面产生或引入极性官能团。这些基团为与之结合的粘合剂提供了更好的润湿性,并且部分实现了反应性的相互作用结合[8]。这种环保型的干式化学工艺,如低压(ND)或大气压(AD)范围内的等离子体工艺,通常可以实现此目的[8-12]。这种效果(去除污染物)在清洁的同时可以显著提升原本非极性聚合物表面的润湿性和粘合性能。
ND 等离子体工艺具有在量化生产过程中对复杂成型的部件表面甚至散状原材料进行均匀处理。除此之外,ND 等离子体放电可以在低温工艺下进行(典型工作温度:30°C 至 80°C),对于温度敏感的聚合物材料可以用这种等离子体处理。AD 等离子体技术非常适合局部、在线式活化产品组件。与 ND 等离子体相比,通过选择合适的放电装置和工艺参数的调节来处理耐温性的聚合物[13]。
然而,通过等离子体处理的活化效应通常有一定的时效性(例如[13-16])。其中一个原因是聚合物链与产生的官能团[17]的重新定向性/或等离子处理的表面诱导空气中的化合物(吸附性)的沉积[14]。在这种情况下,活化的等离子表面潜在降低不仅取决于预处理后的放置时间,还与环境条件(温度、湿度)和聚合物类型(聚合物链的交联程度和迁移率)有关[18-20]。可能降低等离子活化效应的另一个重要原因是目前几乎所有技术型聚合物中都添加了不同的添加剂/助剂,这些物质可以从材料内部慢慢迁移到处理过的表面[18,21],并对其润湿性和粘合性能产生负面影响[22]。最后,所使用的等离子种类其设备发生源和功率对聚合物表面做功的程度和强度也有关系[23,24]。
材料和方法表
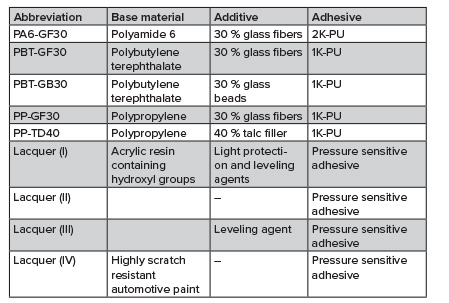
为了向多个行业提供研究结果,分析了不同的聚合物材料与清漆作组合,然后用1k和2k型聚氨基甲酸酯粘合剂和双组分丙烯酸酯基胶与之粘合测试(表1)。所有选择的材料在未经处理的条件下都表现出较差的润湿性和较差的粘合性能。
为了系统地检查活化效果的稳定性,将等离子处理的聚合物基材和未处理的对比物储存在不同的外部环境(如放置时间)下,并通过表面粘合性能进行判断。放置时间定义为等离子体活化和粘合过程之间的时间,在此期间基材受到不同的气候条件(A:23 °C, 50 % rel.F., B:40 °C, 80 % rel.F)。
等离子体活化后主要通过接触角测量其表面能值和表面极性分数来评估。评定粘接的效果,根据D IN EN 1464 [25] 浮辊法测试和IN EN 1939 90°度垂直剥离测试 [26] 来评估所选清漆其粘合性能。按照标准的描述操作,剥离阻力是分离两个连接部件所测量到的剥裂力的平均值。
研究成果
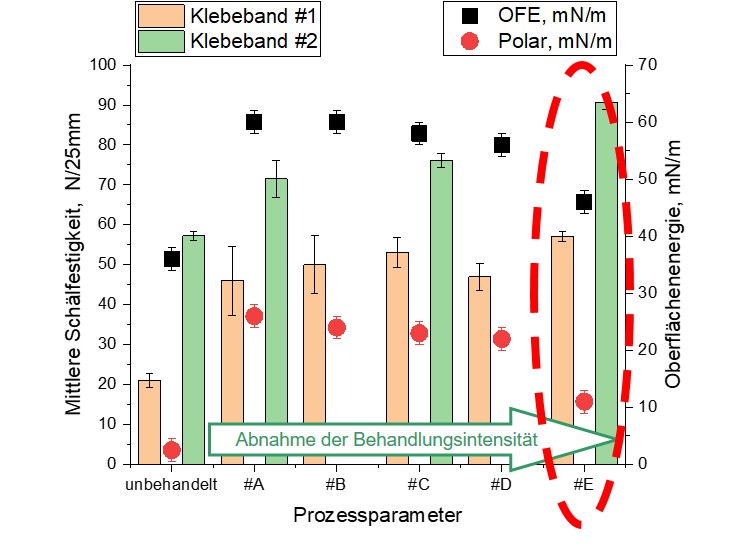
油漆表面(I)的胶带测试在未经处理的条件下的平均剥裂强度(DIN EN 1939)和 AD 等离子体处理后产品表面能及强度和极性的变化有关。(图片来源:IFAM)
为了定义主要实验的工艺参数,最初从广泛的极为重要的工艺参数中进行选择来系统地改变等离子体处理的强度。然后评估参数的选择及对不同系统和材料的激活过程的影响。在 AD 设备方面的参数一般为等离子喷嘴口和基板表面之间的距离、运行速度和工艺循环次数。在 ND 设备方面,重点研究了等离子功率和处理时间对实验的影响。为了进行评估,处理后直接测量基材的表面能(极性)变化,随后与粘合剂测试的结果相关联。
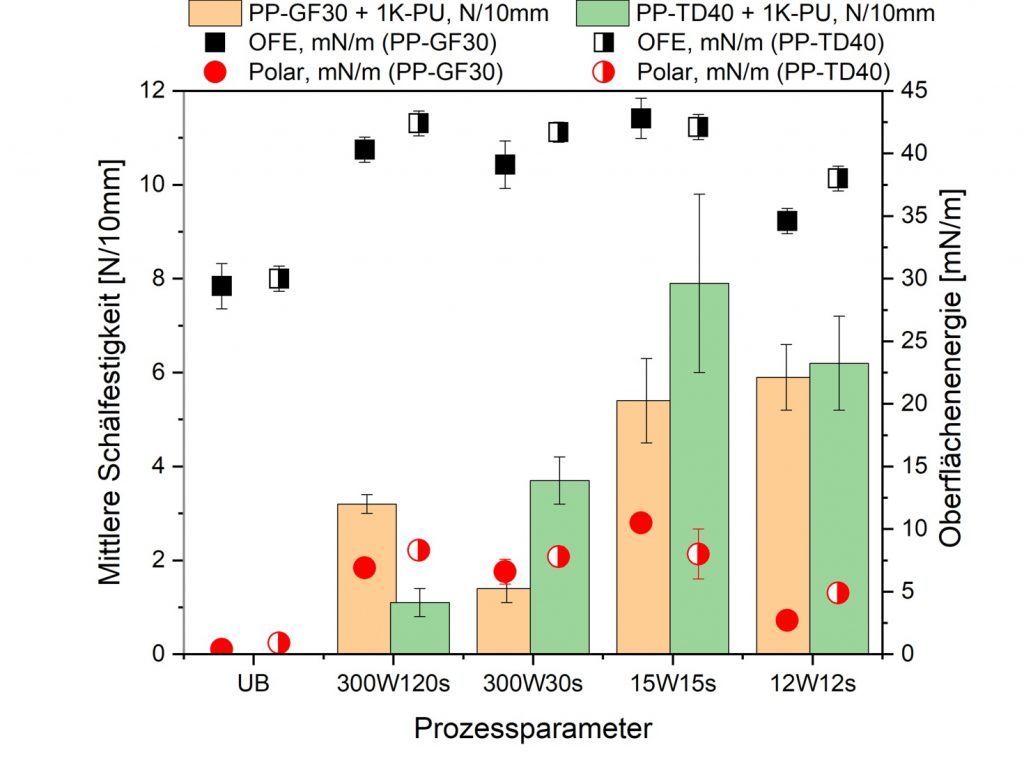
PP-1K-PU 在未经处理的条件下的表面能和极性和平均剥裂强度(DIN EN 1464)与ND 等离子处理后表面能和极性与剥离强度的参数变化。(图片来源:LWF)
图 1 和图 2 显示了测试的油漆和 pp 基材上测量的平均剥裂强度与获得的表面能值。与未处理(UB)条件相比,所有等离子体处理的表面能值都显着增加,尤其是非极性部分的表面能值。活化程度与等离子体处理的强度相关。测试期间,未经处理的PP基材放入剥裂装置时,粘合剂层的整个面都会发生粘合失效(AF)。表现了未经处理的基材与粘合剂的粘合力很差或几乎没有任何粘合力。与处理后的样品相比,样品的平均剥裂强度的显著提高。而且,使用较低强度处理的参数也可以获得最佳的粘合强度。当处理强度降低时,粘合剂(CF)中内聚力失效的百分比增加。即使是低活化也会导致等离子处理后表面几乎 100% 的内聚力失效。这清楚地表明,通常声称的表面能和粘合力之间的简单相关性并不以这种方式存在。
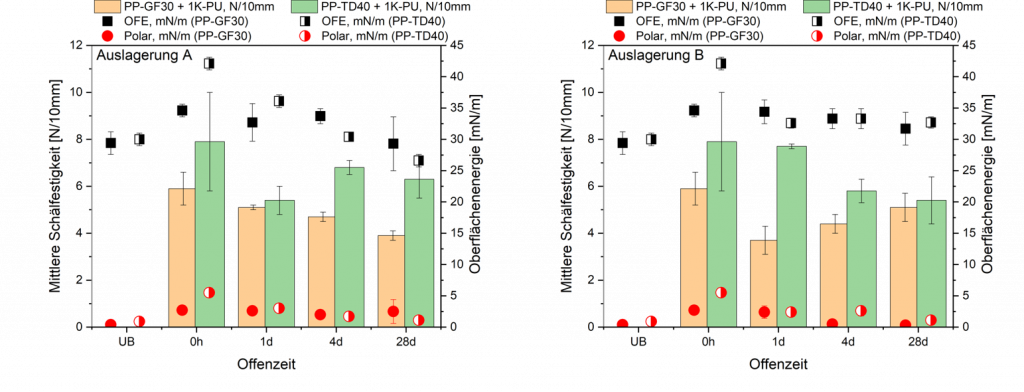
PP-1K-PU 在未经处理的条件下和ND等离子处理后的平均剥裂强度(DIN EN 1464)(PP-GF30:12W12s;PP-TD40:15W15s),取决于容器 A 放置时间(左)和 B(右)与表面能和极性相关。(图片来源:LWF)
图3显示,打开时间的加长导致pp-基板的润湿性降低,极性分数降低。在存储B期间,该过程进行得更快,但在打开时间28 d后,数值仍然高于未处理的参考条件。粘结测试还显示,两种pp体系在1 d后的平均剥离强度已经下降。但是,在28 d后,与未处理的参考材料相比,粘结仍有显著改善,无论添加添加剂和存储条件如何。
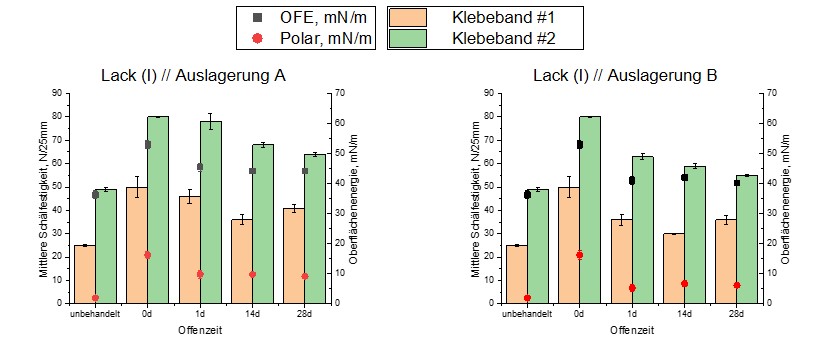
油漆表面(I)胶带测试在未经处理的条件下和 AD 等离子处理后的平均剥裂强度(DIN EN 1939)(工艺参数 #E),取决于容器 A 期间(左)或 B(右)与表面能和极性相关。(图片来源:IFAM)
图 4 显示了胶带的平均剥裂强度的发展情况,例如油漆表面(I)取决于暴露时间。在两种容器下,检测到的强度与测量的表面能和极性值显示出很强的相关性。但这里的值也不会降低到未经处理的参考条件的水平。暴露 28 天后,两种胶带仍显示等离子处理后直接测量的剥裂强度约 78%(容器 A)和约65%(容器 B)。
一般而言,可以得出结论,在两种气候容器下,油漆和pp体系通过等离子体处理获得的活化效果表现出较高的长期稳定性。
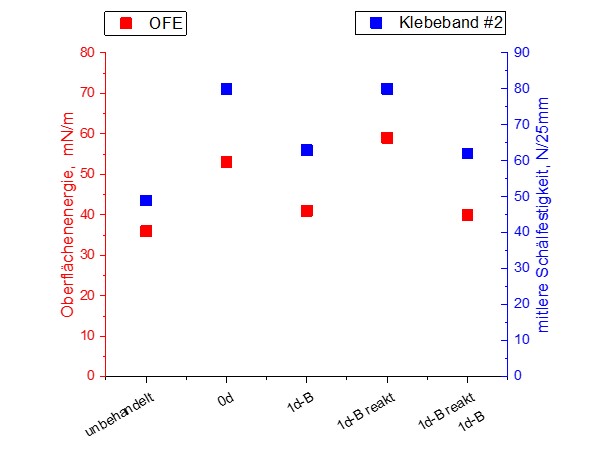
AD等离子体再活化测试期间漆系统的平均剥裂强度(DIN EN 1939)和表面能(I)(等离子体工艺参数#E)。(图片来源:IFAM)
为了分析在暴露时间内衰减的等离子活化效应并对其再次活化,对油漆系统(I)进行了示例性测试。在容器 B 中暴露 1 天后,用相同的工艺参数再次等离子处理(重新活化)已经处理过的样品,随后再次放到储存 B 中。如图 5 所示,降低的表面能和剥裂强度值(1d-B)可以增加到与第一次等离子体处理后直接测量的活化程度相当的水平(请参阅 0d 和 1d-B reakt)。但是,二次获得的活化并暴露一定时间后降低到与一次等离子体处理后的程度相当(请参阅 1d-B reakt.1d-B)。
总结
本研究的研究课题是对等离子工艺预处理后聚合物表面的活化机理进行全面的科学思考,并比对了活化后产品表面长期的稳定性。在这种情况下,用ND和AD等离子体对含有添加剂或助剂和漆体系的不同聚合物进行预处理,随后在规定的环境条件下存放,并在特定时间点通过无损和破坏性进行测试。在聚合物类型、处理强度、放置时间和粘附过程前的存储条件这些条件下,系统地测试和分析了所使用的粘合剂的润湿性和粘附性能,
第一,所使用的工艺参数在一个广泛的、与应用相关的范围内变化,并描述了由此产生的活化程度。第二,可以证明等离子体处理会提升产品表面能量值和粘合性,因此,只要有一定强度的等离子处理,产品表面就会被激活。
随着产品暴露时间的增加,等离子激活的效应会下降,从而导致塑料的润湿性下降。然而,在进行的测试中无法确定表面能与粘附力之间的简单相关性,或着更准确地说此产生的粘合后的稳定性 。
总的来说,产品经过28天的环境暴露后,测试基材仍然显示出显著的剩余活化程度,这仍然意味着与未处理的参考材料相比,聚合物表面的润湿性和附着力显著改善。
资金说明
IGF 研究项目“OffPlas”(IGF-Nr.:19661 N)是一个由 Forschungsvereinigung Dechema e.V. [Research Association Dechema],Theodor-Heuss-Allee 25,60486 Frankfurt am Main,根据德国联邦议会的决定,通过 AiF 在联邦经济和技术部促进联合工业研究与发展计划(IGF)下资助的项目。我们要感谢研究协会的财政和组织支持。我们还要感谢所有合作的行业合作伙伴的出色合作。
参考书目
[1] Stauber, R.:Kunststoffe im Automobilbau.Technische Lösungen und Trends. [Plastics in automotive manufacturing.Technical solutions and trends.] In:ATZ Automobiltech Z, year 109 (2007), p. 202–209.Online: https://doi.org/10.1007/BF03221872 (last downloaded 04.November 2020).
[2] Gleich, H., Hartwig, A. and Lohse, H.:„Warum das Vorbehandeln so wichtig ist“. [Why pretreatment is so important] In:Adhäsion [adhesion] 9/2016, p. 34–38.
[3] Fischer, S.:„Polymerbauteile reinigen und aktivieren“ [Clean and activate polymer components], In:Besser lackieren [paint better] 1/2009, p. 12.
[4] Fischer, S.:„Kunststoff-Oberflächen prozesssicher reinigen und aktivieren“ [Process-reliable cleaning and activation of surfaces], In:Besser lackieren [paint better] 3/2010, p. 10.
[5] Bischoff, ִR., Wahono, W.:„Vorbehandlung der Kunststoffoberfläche“. [Pre-treatment of plastic surfaces] In:Brockmann, W., Dorn, L., Käufer, H.:„Kleben von Kunststoffen mit Metall“ [To bond plastics with metals], Berlin 1989, p. 152–179.
[6] Sherman, R., Grob, J. and Whitlock, W.:“Dry surface cleaning using CO2 snow”, In:J. Vac.Sci.Technol.B, vol. 9, no. 4, (1991), p. 1970–1977.
[7] Rasche, M.:„Oberflächenbehandlungsverfahren, Bewertungskriterien und Entwicklungstrends“ [Surface treatment processes, evaluation criteria and development trends], conference proceedings from SWISS BONDING ’92 from 19.-21.May ’92 in Basel, ed.:Schindel-Bidinelli, E.H., p. 71–82.
[8] Wilken, R., Gleich, H.:Kunststoffe richtig vorbehandeln.Teil 1. [Correct pretreatment of plastics.Part 1] In:Adhaes Kleb Dicht, year 60 (2016), vol. 11, p. 26–31. https://doi.org/10.1007/s35145-016-0071-6
[9] Fischer, S.:„Polymeroberflächen optimal reinigen und aktivieren“ [optimal cleaning and activation of polymer surfaces], GAK 2/2011 – year 64, p. 110-111.
[10] Roth-Fölsch, A. and Lödel, T.:„Eine Frage des Kontaktwinkels“ [A matter of contact angle], In:Kunststoffe [plastics] 11/2012, p. 37–39.
[11] IGF-project „ExAkt:Einsatz einer VUV-Excimerlampe zur Aktivierung von Polymeren für das Kleben“ [Use of a VUV excimer lamp for the activation of polymers for adhesive bonding], project number 16296 N/1, funding period:01.January 2010 – 30.April 2012.
[12] Documents for the course „DVS®/EWF-Klebfachingenieur“ [bonding engineer] by Fraunhofer IFAM
[13] Lommatzsch, U.:Erfolgreicher Einsatz von Plasma-Jets in der Produktion. [Succesful use of plasma jets in production] In:Adhaes Kleb Dicht, year 49 (2005), vol. 7-8, p. 46–50.Online: https://doi.org/10.1007/BF03243631 [last downloaded 04.November 2020].
[14] Liston, E.M., Martinu, L., Wertheimer M.R.:Plasma surface modification of polymers for improved adhesion: a critical review.In:J. Adhesion Sci.Technol., year 7 (1993), vol. 10, p. 1091–27.Online: https://doi.org/10.1163/156856193X00600 [last downloaded 04.November 2020].
[15] German Federal Ministry for Education and Research (BMBF) research project „KUFOPLAS“, sub-project number 02PP2130, 02PP2131 and 02PP2132, funding period:01.June 2011 – 31.May 2005.
[16] Abourayana H. M. and Dowling D. P.:“Plasma Processing for Tailoring the Surface Properties of Polymers”, book chapter in Surface Energy, ISBN 978-953-51-2216-6, Intech-Open Access Publisher (2015), p. 123–152.
[17] Manenq, F., Carlotti, S., Mas, A.:Some plasma treatment of PET fibres and adhesion testing to rubber.In:Die Angew.Makromol.Chem. [the applied macromol. chem.], year 271 (1999), vol. 1, p. 11 17. https://doi.org/10.1002/(SICI)1522-9505(19991101)271:1%3C11::AID-APMC11%3E3.0.CO;2-4
[18] Behm, H., Bahre, H., Bahroun, K., Böke, M., Dahlmann, R., Hopmann, Ch., Winter, J.:Plasma treatment of polypropylene containing different additives.Conference Paper.21st International Symposium on Plasma Chemistry (ISPC 21).Australia, 2013.
[19] Stake, A., Uhlmann, P.:Neue Funktionsoberflächen für industrielle Anwendung durch Kombination von schaltbaren Polymerbürsten und kratzfesten Klarlacken. [New functional surfaces for industrial application through the combination of switchable polymer brushes and scratch-resistant clear lacquers] AiF-research project 350 ZBG.Final report.Funding period:01.May 2010 – 31.October 2012.
[20] Moritzer, E., Leister, C., Krugmann, J.:Alterung von plasmabehandelten Kunststoffen.Alles eine Frage der Zeit? [Aging of plasma-treated plastics.All a matter of time?] In:Doobe, M. (editor):Kunststoffe erfolgreich kleben.Grundlagen, Klebstofftechnologien, Best-Practice-Beispiele. [Succesful adhesive bonding of plastics.Basics, adhesive technologies, examples from best practice] Wiesbaden:Springer Vieweg, 2018, p. 81–87.
[21] Wintermantel, E.; Ha S.-W.:Medizintechnik [medical technology], 5. revised and extended edition.Berlin, Heidelberg 2009.
[22] Lahidjanian, D.:Effekte einer Atmosphärendruck-Plasmabehandlung auf luftfahrtspezifische Beschichtungsstrukturen. [Effects of an atmospheric pressure plasma treatment on aviation-specific coating structures.] Dissertation.Technische Universität Berlin, 2011.
[23] Mühlhan, C.:Plasmaaktivierung von Polypropylenoberflächen zur Optimierung von Klebverbunden mit Cyanacrylat Klebstoffen im Hinblick auf die mechanischen Eigenschaften. [Plasma activation of polypropylene surfaces for the optimization of adhesive bonds with cyanoacrylate adhesives with regard to the mechanical characteristics.] Dissertation.Gerhard-Mercator-Universität-Gesamthochschule Duisburg, 2002.
[24] Metzler, N.:Strukturelles Kleben im Flugzeugbau:Plasmainduzierte Grenzflächenphänomene in CFK-Klebverbindungen und deren Auswirkungen auf mechanische Eigenschaften. [Structural adhesive bonding in the aircraft industry:Plasma induced interfacial phenomena in CFC-adhesive bondings and their effect on mechanical characteristics] Dissertation.Universität Augsburg 2017.
[25] DIN EN 1464:2010-06, Determination of peel resistance of adhesive bonds – Floating roller method, 2010.
[26] DIN EN 1939:2003-12, Self-adhesive tapes – Determination of peel adhesion properties, 2003.
作者:
理学博士Sergey Stepanov
Fraunhofer-Institut für Fertigungstechnik und Angewandte Materialforschung 制造技术和先进材料研究所 IFAM 等离子体技术和表面系(Plato)大气压力 – 等离子体技术工作组研究员。
Verena Aßmuth
Laboratorium für Werkstoff- und Fügetechnik 材料和粘合技术实验室(LWF)粘合剂技术专家组的研究助理。
博士Jörg Ihde
Fraunhofer-Institut für Fertigungstechnik und Angewandte Materialforschung 制造技术和先进材料研究所 IFAM 等离子体技术和表面系(Plato)大气压组经理。
教授/博士Bernd Mayer
Fraunhofer-Institut für Fertigungstechnik und Angewandte Materialforschung 制造技术和先进材料研究所 IFAM 粘合剂粘合技术和表面部主任。
-Ing. Dominik Teutenberg 博士
Laboratorium für Werkstoff- und Fügetechnik 材料和粘合技术实验室(LWF)高级工程师。
教授/博士 -Ing. Gerson Meschut
Laboratorium für Werkstoff- und Fügetechnik 材料和粘合技术实验室(LWF)研究所所长。
Plastverarbeiter” 11/2020, ISSN 0032-1338 // 研究项目 “OffPlas”, IGF 项目编号19661 N Tantec
Video: VacuTEC | Vacuum Plasma Treater

医疗行业的表面处理

塑料卡的表面处理

泡沫与板材

汽车行业

电子行业的表明处理

电缆和管道

包装行业
